Уважаемые читатели журнала «Вестник арматуростроителя»! Наша редакция и авторы уже затрагивали темы новых разработок, патентов и НИОКР, но сегодня мы рассмотрим результат всей деятельности российских производителей трубопроводной арматуры за 2019 год, благодаря которой они смогли улучшить свои площадки и сам процесс создания продукта, который должен находиться в постоянном развитии.
Перед выпуском новых или улучшенных изделий предприятия решают сложные научно-технические задачи, которые для достижения отличного результата требуют применения не только инженерных навыков, но и различные физические объекты (площадка, качественное оборудование для изготовления, комплектующие детали и др.). Поэтому производство, будь то станки или отдельные составляющие процесса, необходимо улучшать практически на регулярной основе, т. к. оптимизация изготовления трубопроводной арматуры в любом случае приведет к оптимизации самой продукции, ее конструкции или эффективности.
Ярким примером в данном случае можно считать ЗАО «Энергомаш (Чехов) – ЧЗЭМ». В 2019 году на заводе осуществлялась реализация президентской программы по повышению эффективности производства путем применения Производственной системы «Росатома», которая представляет собой внедрение инструментов и технологий для повышения эффективности предприятия. Так, на участках были обновлены многие станки, проведена ревизия и капремонт некоторых стендов. На оборудовании появились метки, содержащие дату следующей аттестации, технологическое описание, операции и многое другое. У каждого из руководителей создан информационный центр, наполненный подробными схемами и диаграммами. Он предназначен для контроля ключевых параметров деятельности сотрудников «ЧЗЭМ» и разделён на основные разделы (безопасность труда, качество, экономика), которые позволяют контролировать все риски и процессы в зоне ответственности руководства.

На производстве АО «Пензтяжпромарматура» было введено в эксплуатацию оборудование для точных измерений крутящего момента (усилия управления трубопроводной арматурой). Любому арматурщику необходимо знать значение крутящего момента с целью правильного подбора комплектации трубопроводной арматуры по функциональности и цене. Ранее данный показатель специалистам «ПТПА» приходилось рассчитывать вручную по специальной формуле. Новая установка (рис. 1) позволяет получить точные данные при каждом повороте закрывающей пробки и автоматически составляет график. Кроме того, испытательная оснастка обеспечивает применение этого устройства на самых разных видах трубопроводной арматуры.
В центральной заводской лаборатории (ЦЗЛ) «Петрозаводскмаша» (филиал АО «АЭМ-технологии») был установлен спектрофотометр (рис. 2), который создан для химического анализа металлов. Он сыграет одну из ключевых ролей в расширении возможностей ЦЗЛ в связи с увеличением роста портфеля заказов компании «АЭМ-технологии». В лаборатории металлографии и химического анализа «Петразаводскмаша» уже работал аналогичный спектрофотометр с цифровым отсчетом, но новая установка способна ускорить процесс измерений и испытаний. Спектрофотометры произведены в России и ремонтопригодны. При этом они обладают меньшей (в два-три раза) стоимостью, чем импортные аналоги.

В физико-механической лаборатории специалисты предприятия модернизировали разрывную машину Р-5 барабанного типа, которая помогает проводить испытания на растяжение на нагретых образцах. В ней присутствуют компьютерная система управления, термокамера, цифровой силоизмеритель и функция испытаний на сжатие.
Помимо этого, работники «Петрозаводскмаша» сумели снизить продолжительность процесса наплавки на участке трубопроводной арматуры в 20 раз с помощью выполнения модернизации наплавочного оборудования (рис. 3). Ручная наплавка на деталях арматуры больших проходных сечений была заменена на автоматическую ленточным электродом. Для этого отдел главного сварщика и лаборатория сварки объединили наплавочный комплекс с новой сварочной головкой. Были разработаны и изготовлены переходники, доработан механизм крепления катушки и подачи ленточного электрода, реализована сборка деталей и монтаж новой установки. На модернизированном оборудовании «Петрозаводскмаша» займется производством деталей клиновых задвижек и затворов диаметром проходного сечения от 300 до 600 мм для атомных электростанций.

В августе 2019 года в сборочно-сварочном производстве «Петрозаводскмаша» также введен в эксплуатацию новый сварочно-наплавочный комплекс с целью увеличения объемов выпуска оборудования реакторной установки. Комплекс принимает участие в изготовлении компенсаторов давления, ёмкостей системы аварийного охлаждения и системы пассивного залива активной зоны. Его главная задача заключается в сварке кольцевых и продольных швов при сборке обечаек и электро-дуговой антикоррозионной наплавке на внутренности оборудования. Сварочная колонна и стрела стенда позволяют сваривать изделия длиной до 20 метров и диаметром до 5 метров. Масса обрабатываемых заготовок может достигать 30 тонн. В системе управления стенда работает сенсорный экран, предназначенный для контроля параметров сварки и наплавки, а также для управления вспомогательным оборудованием. Сварочная головка стенда оснащена тактильной следящей системой, а блок управления имеет 255 ячеек памяти для хранения сварочных режимов и обеспечивает хранение данных не менее 100 последних сварок.

«Атоммаш» (также является филиалом компании «АЭМ-технологии») приобрел плоскошлифовальный станок (рис. 4) для реализации итоговой обработки крупногабаритных внутрикорпусных устройств парогенератора, шиберов и седел трубопроводной арматуры.
Новое оборудование может шлифовать и полировать плоские поверхности, переходные, наклонные и радиусные профили деталей размером до 4 метров и весом до 6 тонн. Оно имеет жесткую конструкцию с высокой точностью, скоростью, звукоизоляцией и минимальной вибрацией. Кроме того, оборудование оснащено магнитной плитой, которая заменяет собой способ закрепления деталей прижимами. Это значительно сокращает время установки обрабатываемых заготовок и исключает напряжения в них. Таким образом, новая покупка «Атоммаша» поможет увеличить производительность труда в филиале и сократить энергозатраты процесса в два раза. В рамках проекта по модернизации предприятие также приобрело крупногабаритные части нового горизонтально-расточного станка с ЧПУ с поворотным столом. В его функции входят способности растачивать, сверлить и фрезеровать плоские и криволинейные поверхности по программе ЧПУ в трех плоскостях, а также нарезать резьбу по интерполяции.
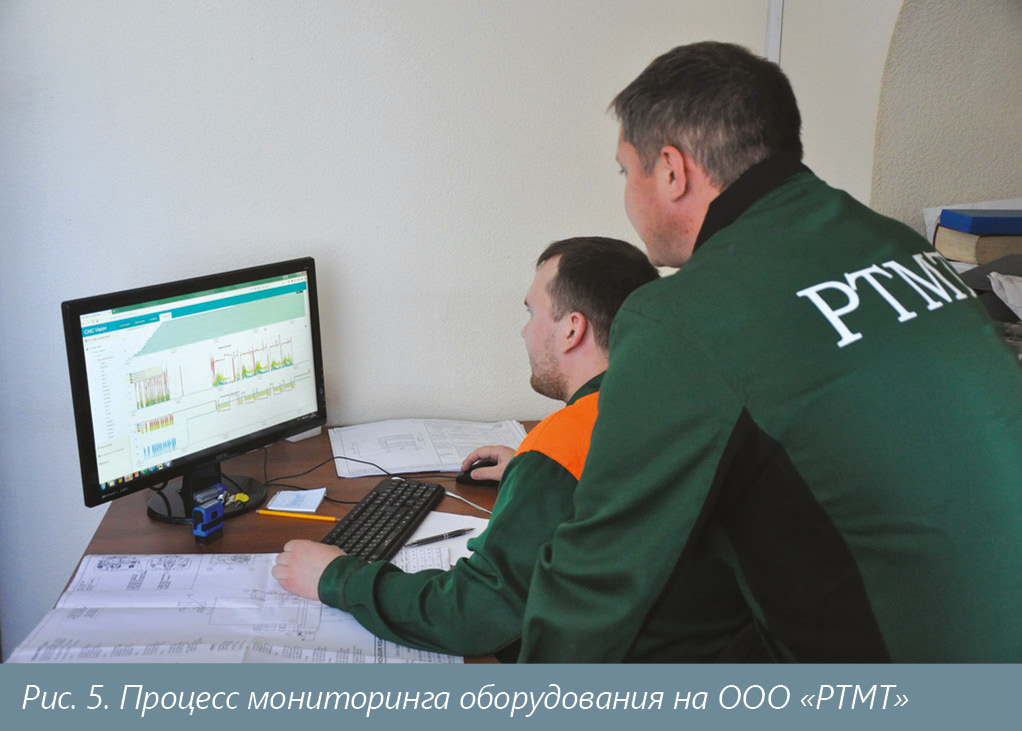
Специалисты Обособленного подразделения «Курган» ООО «РТМТ» внедрили систему мониторинга (рис. 5) для станков с ЧПУ на своем производстве. Она поможет выполнять контроль за работой оборудования в реальном времени, а также осуществлять сбор статистики о его рабочих процессах и удаленную диагностику. Технология позволит сократить издержки.
Компания MODENGY в мае 2019 года презентовала потребителям уникальную технологию для защиты конструкций современного оборудования, суть которой заключается в создании на поверхности детали специального твердого микрослоя, снижающего трение – антифрикционные покрытия успешно работают в условиях радиации, вакуума, экстремальных температур и агрессивных сред.

Антифрикционные твердосмазочные покрытия (АТСП) MODENGY представляют собой материалы, состоящие из связующей смолы, растворителя, высокодисперсных частиц твердых смазочных материалов, а также функциональных добавок. Они позволяют существенно сократить расходы на производство и эксплуатацию оборудования, при этом повышая надежность его работы. После нанесения на специально подготовленную поверхность детали создается тонкий композиционный слой с высокими защитными и смазочными свойствами, который обеспечивает эффективную сухую смазку и защиту от коррозии. АТСП MODENGY могут быть использованы в энергетике, станкостроении, автомобильной, нефтегазовой и других отраслях промышленности. Отметим, что ООО «Моделирование и инжиниринг» (MODENGY) занимается реализацией инновационных решений по обеспечению качества поверхности деталей по технологии твердой смазки.

Один из лидеров российского нефтяного машиностроения – Группа компаний «Новомет» – также начал применять аддитивные технологии в производстве. Предприятие разработало и изготовило механическую часть 3D-принтера, а также подобрало компоненты для печати: кварцевый песок определённой фракции, отвердитель и связующие, компоненты системы управления печатающей головкой, а также проработало их закупку у отечественных поставщиков. Стоит отметить, что для управления печатью «Новомет» создал собственный программный комплекс.

Кроме того, компания Metso изготовила и поставила заказчику партию клапанов с компонентами, которые были напечатаны на 3D-принтере (рис. 6). Они будут эксплуатироваться в особо требовательных условиях, где необходимо выдерживать многократные циклы открытия-закрытия без возможности технического обслуживания. К тестированию аддитивных технологий Metso приступила несколько лет назад. Специалисты Metso уверены, что 3D-печать обладает таким преимуществом, как обеспечение новых свойств для клапана, которые в свою очередь могут ощутимо повысить производительность и скорость доставки. Компоненты, напечатанные на 3D-принтере, и связанные с ними методологические исследования – это часть цифровизации предприятия. В частности, Metso уже использует 3D-принтер для изготовления инструментов, необходимых для выпуска запасных частей для горно-обогатительного оборудования.

Продолжая обновление производственной площадки, завод ООО «НПП «СтэлсПромМаш» пополнил станочный парк на участке изготовления деталей шарового крана новым станком с ЧПУ, изготовленным в Японии (рис. 7). Его главным отличием от других является повышенная надежность, точность и производительность. Оборудование позволяет получить превосходное качество обработки, благодаря точным функциям в области токарных и фрезерных работ. Это оказывает большое влияние на качество и расширение номенклатуры продукции.
АО «Благовещенский арматурный завод» в 2019 году запустил в сталелитейном цехе новую газовую термическую печь (рис. 8) с выдвижным подом вместимостью 15 тонн. Печь оснащена шестью современными рекуперативными итальянскими горелками, которые позволяют экономить топливо за счет предварительно подогреваемого воздуха, что существенно снижает затраты при эксплуатации. Кроме того, в оборудовании имеется программное управление и автоматизированный комплекс для сверхточного соблюдения технологии термической обработки отливок.
В АО «Армалит» были расширены испытательные мощности в связи с ростом количества заказов шаровых кранов. В мае 2019 года на завод прибыл новый стенд для пневматических и гидравлических испытаний российского производства (рис. 9). Оборудование представляет собой несколько установок. Одна предназначена для гидравлических испытаний корпусов, другая установка – пневматическая. Давлением воздуха она будет проверять плотность корпуса изделия, герметичность самого затвора и работоспособность при рабочем давлении до 16 МПа. Она способна хранить в цифровой форме все результаты испытаний, что позволит работниками «Армалита» оперативно обращаться к протоколам в любое время.
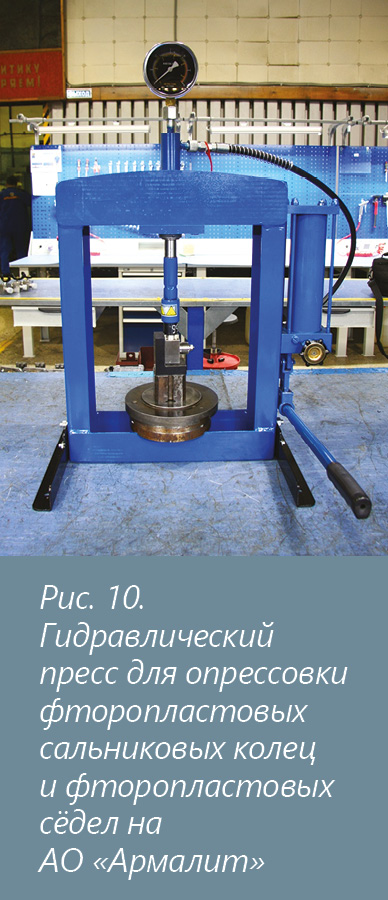
Кроме того, в декабре 2019 года на предприятии был запущен в работу ручной гидравлический пресс (рис. 10). Его основная задача заключается в опрессовке фторопластовых сальниковых колец и фторопластовых сёдел. До приобретения пресса работы осуществлялись на другом оборудовании, местоположение которого находилось на большом расстоянии от стола для сборки. У работников «Армалита» уходило дополнительное время на то, чтобы перенести продукцию. Таким образом, новый пресс позволил существенно сократить время обработки – опрессовка 15-ти единиц шаровых кранов с диаметром 10 выполнялась раньше за 1 день, а сейчас количество единиц увеличилось до 30-ти.
В области автоматизации технологических процессов и повышения квалификации сотрудников отличается Группа Компаний LD. Например, в 2019 году на производственных площадках LD появилось новое оборудование − двухуровневый манипулятор для фланцев, изготовленный техническим отделом предприятия. Изделие обеспечивает реальную экономию человеческих трудозатрат и способствует повышению производительности продукции. Кроме того, в рамках обучения ТРИЗ специалисты LD разработали собственную методологию выявления «слабого звена» в технологическом процессе и его устранения. Преподаватели обучающей программы посчитали это «сверхэффектом» и достойным результатом.
В данный обзор вошли не все компании, однако даже по данным предприятиям видно, что отрасль арматуростроения отлично держится на плаву и довольно уверенно делает шаги, приемлемые в нынешних условиях экономики, в сторону своего развития. В России активно проводится внедрение бережливых технологий в рамках соответствующих национальных проектов, а также модернизация, автоматизация и цифровизация рабочего и производственного процессов. Арматурные заводы стремятся к новым разработкам и высокому качеству изготавливаемых изделий, но не забывают о новых способах производства даже в небольших деталях.
По материалам портала ARMTORG.RU