Общая протяженность магистральных газопроводов (далее МГ) Республики Казахстан составляет в однониточном исполнении более 19 тыс. км, на которых эксплуатируется 56 компрессорных станций (далее КС) с установленными на них 316 газоперекачивающими агрегатами (далее ГПА). На МГ Республики Казахстан смонтировано 20 500 единиц трубопроводной арматуры (далее ТПА) диаметром от 50 до 1 400 мм без учета кранов на газораспределительных станциях (далее ГРС) и подземных хранилищах газа (далее ПХГ).
Газотранспортная система Республики Казахстан состоит
в основном из следующих МГ (рис. 1):
1. «Средняя Азия – Центр» (САЦ) – участок протяженностью 3 962 км (в однониточном исполнении, диаметр труб 1020-1420 мм) с пропускной способностью 60,2 млрд м3/год. Система САЦ в районе КС «Бейнеу» соединяется с МГ «Окарем-Бейнеу», который предназначен для подачи туркменского газа в систему газопроводов САЦ.
2. «Бухара – Урал» – казахстанский участок газопровода, который состоит из двухниточного исполнения, каждая протяженностью 587 км и диаметром 1 020 мм.
3. «Оренбург – Новопсков» – участок протяженностью 382 км. КС «Чижа» и КС «Уральск» с пропускной способностью 14,6 млрд м3/год.
4. «Казахстан – Китай» – участок протяженностью 3 909 км (оператор ТОО «Азиатский газопровод») с пропускной способностью 30,0-55,0 млрд м3/год. Является участком МГ «Туркмения – Китай» (мощностью 55 млрд м3/год), который проходит по территории Туркмении, Узбекистана, Казахстана (всего более 1 900 км) и Китая (4 500 км).
5. «Жанаозен – Актау» – участок протяженностью 432 км с пропускной способностью 2,8 млрд м3/год.
6. «Бейнеу – Бозой – Шымкент» – участок протяженностью 1 454 км с диаметром трубы 1 067 мм с пропускной способностью 2,5 млрд м3/год. Проектная мощность газопровода составляет 10 млрд м3/год. Две КС в поселках Бозой Актюбинской области и Караозек Кызылординской области.
7. «Бухарский газоносный район – Ташкент – Бишкек – Алматы» («БГР – ТБА») – участок протяженностью 1 597 км с пропускной способностью 5, 8 млрд м3/год.
Диаметр эксплуатируемых в Республике Казахстан МГ находится в диапазоне 520-1 420 мм. Часть МГ построена в 1963-1987 гг. («наследство» от СССР), а большинство построено в 2009-2014 гг., включая казахстанский участок МГ «Туркменистан – Узбекистан – Казахстан – Китай». Трехниточный казахстанский участок китайского газопровода построен из труб диаметром 1 020 и 1 420 мм общей производительностью 30-55 млрд м3/год.

Газовый оператор РК АО «КазТрансГаз» высоко оценивает техническое состояние своей газотранспортной системы, способной перекачивать до 85 млрд м3/год с перспективой увеличения объема перекачки газа до 120 млрд м3/год.
Эксплуатационный персонал уделяет необходимое внимание техническому состоянию ТПА на МГ Республики Казахстан: вырезка ТПА из газопроводов составляет не более 0,3 % (в основном на старых газопроводах). В Республике Казахстан тщательно изучают подходы ПАО «Газпром» к повышению надежности технического состояния ТПА.
В ПАО «Газпром» эксплуатируется более 508 тыс. единиц ТПА диаметром от 50 до 1 400 мм, при этом ежегодно заменяется до 6 тыс. единиц ТПА диаметром 300-1400 мм (что составляет 1,2 % парка эксплуатируемых ТПА).
Необходимо отметить, что проблемы при эксплуатации ТПА и поддержание ее в надлежащем техническом состоянии практически одинаковы для газотранспортных систем АО «КазТрансГаз» и ПАО «Газпром» при различии масштабов этих систем.
На совещании в г. Уфе 27-30 ноября 2018 г. ПАО «Газпром» уделило особое внимание повышению надежности технического состояния эксплуатируемого парка ТПА. По результатам совещания были приняты очень жесткие организационные и технические решения по повышению уровня эксплуатации ТПА, в т. ч. и по организации контроля выполнения работ по диагностическому обследованию, техническому обслуживанию и ремонту ТПА в соответствии с заводскими инструкциями, нормативными документами ПАО «Газпром».
ТПА является необходимой технологической частью любого МГ, и по своему техническому состоянию шаровой кран по команде диспетчера должен безотказно переставляться в соответствии с режимом работы МГ, т. е. устойчивое функционирование ТПА определяет надежность, безопасность и экономичность любого эксплуатируемого МГ. А техническое состояние ТПА в конечном счете определяется его герметичностью в процессе эксплуатации [1]. По мере развития возникшая негерметичность переходит в неустранимую негерметичность в затворе ТПА и является основной причиной выхода из строя крана и его вырезки (замены) из МГ.
Техническое состояние ТПА оценивается в основном по таким параметрам, как герметичность затвора, работоспособность привода и системы управления как по сигналу диспетчера, так и в ручном режиме. Кроме того, оценивается конструктивная приспособленность ТПА к техническому обслуживанию и ремонту на трассе.
Так как герметичность затвора крана является основным параметром его технического состояния, рассмотрим подробно, от каких эксплуатационных факторов она зависит, а также природу ее появления в затворе. Следует особо отметить, что эффективность реального функционирования системы технического обслуживания и ремонта, как указывают авторы А.В. Захаров и А.А. Сухолитко [2], с которыми стоит согласиться, приводит к тому, что негерметичность в затворе однозначно связана с отсутствием должного технического обслуживания, необходимой частью которого является подача смазки в сопрягаемые части арматуры при ее перестановках. Эта технологическая операция (подача смазки) обеспечивает отсутствие невосстанавливаемой негерметичности.
В настоящее время в России разработан и введен в действие новый ГОСТ Р 27.202-2012 [3], который существенно дополняет понимание жизненного цикла продукта (в данном случае это функционирование ТПА в составе МГ) и устанавливает расширение понятия «надежность», рассматривая ее как безопасность, работоспособность и, что важно, эффективность технического обслуживания и ремонта. ГОСТ определяет, что все три указанных фактора надежности следует критически рассматривать на всех этапах жизненного цикла продукта (ТПА): разработка технических условий, критическая оценка на стадии создания ТПА с целью оптимизации конструктивных решений, а также эффективность технического обслуживания и ремонта созданного продукта, т. е. в качестве факторов, влияющих на стоимость жизненного цикла продукта. Такой подход, расширяющий понятие «надежность» при функционировании будущего продукта, представляет собой требование к новому поколению будущего продукта, и роль заказчика продукта в данном случае существенно возрастает.
В настоящее время на МГ Республики Казахстан и России отечественная и импортная ТПА функционирует в целом успешно в течение 10-40 лет. Обеспечение герметичности затворов имеет не столько техническую (а это значительные и все возрастающие расходы на поддержание удовлетворительного техсостояния), но и технологическую проблему.
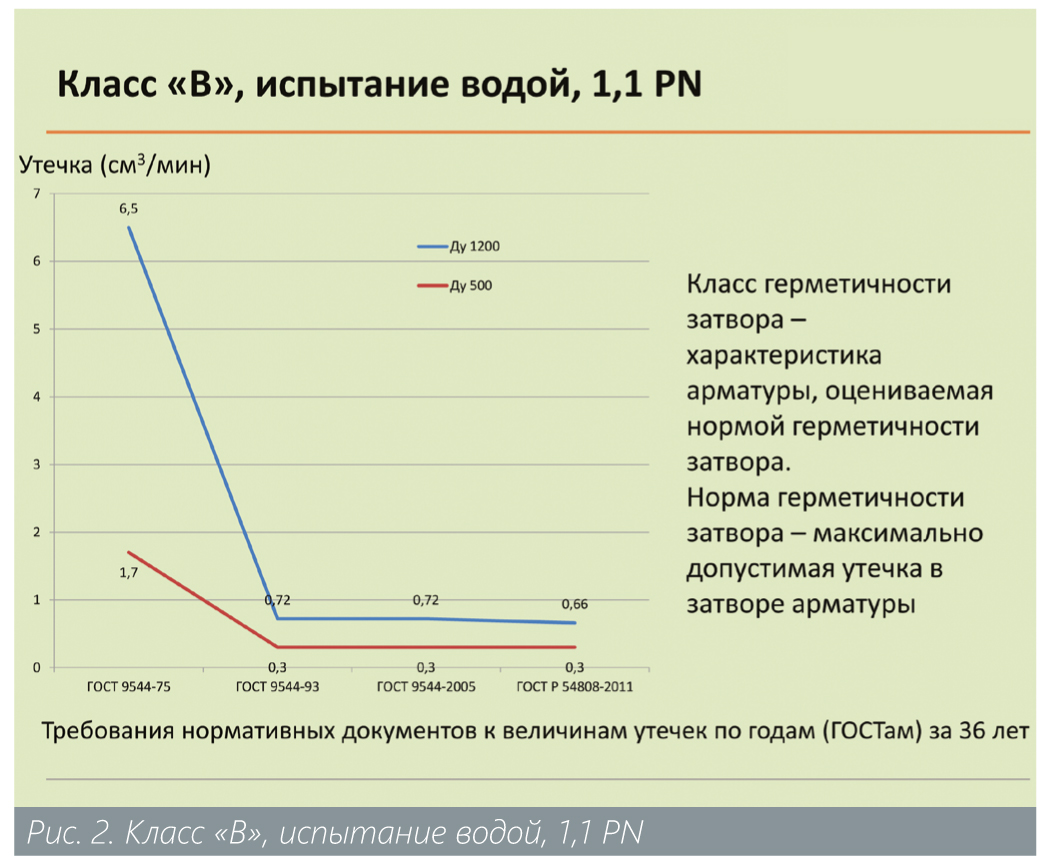
Отечественная ТПА много лет выпускалась по нормам герметичности, устанавливаемым ГОСТ 9544-75 [4], которые пересматривались в течение десятилетий (рис. 2) и в принципе допускали утечку в затворе. Вся шаровая запорная арматура в Республике Казахстан и России имеет класс герметичности «В» и «Д». В газовой промышленности ГОСТ Р 56001-2014 [5] установил для выпускаемой шаровой запорной арматуры со стандартным уплотнением типа «мягкое» класс герметичности «А» (это отсутствие протечек при заводских испытаниях арматуры на герметичность). Однако это незначительно повлияет на развитие негерметичности затвора крана, поскольку причина ее появления и развития часто лежит за пределами конструктивного исполнения затвора шаровой запорной арматуры.
Следует особо отметить, что отказы запорной арматуры из-за невосстанавливаемой негерметичности приводят, как правило, к необходимости ее вырезки из МГ, что, помимо нарушения режимов их работы и снижения уровня безопасности, ведет к безвозвратным потерям больших объемов транспортируемого газа. Это влияет на энергетическую безопасность целых регионов страны, а также на финансовую устойчивость газотранспортных организаций.
Коротко укажем основные причины нарушения герметичности шаровых запорных кранов в процессе эксплуатации МГ:
• технологические, т. е. вызванные качеством транспортируемого газа, такие как содержание жидких углеводородов (конденсат), турбинных масел, метанола, воды и механических примесей до 0,01 г/м3 (ГОСТ Р 56001-2014). Эта причина практически неустранима;
• отсутствие длительного времени или неполнота технического обслуживания кранов. Это организационная причина, и она легко устраняется надлежащим уровнем эксплуатационного обслуживания: необходимый персонал, обеспечение расходными материалами и т. п.;
• кран не полностью закрыт из-за различных эксплуатационных нарушений (например, разрегулирование конечного положения хода поршня, нарушение положения конечных выключателей и т. п.);
• ослабление затяжки болтов крепления гидроцилиндра к сервомотору, вследствие которой изменяется рабочий ход поршня в гидроцилиндре;
• нарушение времени перестановки затвора крана;
• ослабление (износ) прижимных пружин;
• зависание подвижных седел из-за загрязнения засохшей смазкой (пастой).
Авторы А.В. Захаров и А.А. Сухолитко [2] указывают, что основной причиной негерметичности, в частности кранов Ду 300 и Ду 1 000, является повреждение или разрушение полиуретановых уплотнительных колец. Это неудачное конструктивное решение узла уплотнения.
Авторы Е.В. Трофимов, Т.А. Фоменко, В.К. Суринович и Л.И. Копылова [6, 7, 8], на основании изучения многолетнего опыта эксплуатации ТПА, утверждают, что тема повышения надежности технического состояния арматуры рассматривается в основном в техническом, организационном и административном планах. Опыт прошедших десятилетий использования ТПА отечественного и импортного производства на МГ указывает на неизбежность появления негерметичности шаровой запорной арматуры и дальнейшее ее развитие в неустранимую негерметичность затвора крана с последующей вырезкой его из МГ.
Считаем, что обеспечение герметичности ТПА на весь период стабильного ее функционирования на МГ лежит в технологическом решении, сутью которого является создание в затворе посредством использования специальной высоковязкой пасты дополнительного «мягкого» уплотнения, которое увеличивает зону контакта существующего заводского «мягкого» уплотнения, и таким образом создается дополнительный уплотняющий эффект в зоне контакта шар – седло.
В силу особых свойств высоковязкой пасты при технологических перестановках крана неограниченное число раз возникший эффект сохраняется. Одновременно высоковязкая паста является смазкой для трущихся деталей крана при его перестановках, чем обеспечивается выполнение важнейшего требования технического обслуживания – подачи смазки к трущимся поверхностям затвора. Это инновационное решение позволяет обеспечить долговременную герметичность при значительном снижении затрат на техническое обслуживание ТПА, а также изменить подход к ее диагностированию.
Ожидаемый экономический и технологический эффект от применения высоковязких паст на МГ, простота технологического решения обеспечения длительной герметичности ТПА подвигли наших коллег из ТОО «ОргСинтез Казахстан» разработать стандарт организации СТ ТОО 130340017566-01-201 на специальную высоковязкую уплотнительную пасту 131-435 КГУ (Азия). Различные ее типы предназначены для уплотнения, герметизации, смазки, а также очистки узлов запорной арматуры, эксплуатируемой на МГ, в контакте с конденсатом газа, аммиака для регионов Центральной Азии (разработка и использование национального продукта приветствуется в Республике Казахстан).
При разработке пасты 131-435 КГУ (Азия) в качестве аналога была использована паста уплотнительная конденсатостойкая 131-435 КГУ, уже несколько лет выпускаемая ООО «Орггазнефть» для МГ ПАО «Газпром».
1. Негерметичность шаровой запорной арматуры принципиально возникает из-за не очень благоприятной транспортируемой среды (ГОСТ Р 56001-2014). Это технологические обстоятельства, которые практически не могут быть изменены.
2. Отсутствие или неполнота технического обслуживания способствуют возникновению негерметичности затвора крана. Эта причина достаточно просто устраняется техническими, организационными и административными решениями ПАО «Газпром».
3. Практически невозможно предотвратить уже возникшую негерметичность затвора крана без значительных затрат на его дополнительное техническое обслуживание и «переход» ее в неустранимую негерметичность без использования технологического решения ООО «Орггазнефть» – инновационного способа поддержания длительной герметичности запорной арматуры с использованием высоковязкой уплотнительной пасты.
3.1. Для аналогичных целей на МГ Республики Казахстан также рекомендуется использовать уплотнительную пасту по стандарту ТОО «ОргСинтез Казахстан».
4. При надлежащей организации технического обслуживания ТПА с использованием инновационного предложения ООО «Орггазнефть» может отпасть необходимость ее вырезки из МГ за весь период его функционирования.
1. Материалы Ассоциации производителей оборудования «Новые технологии газовой отрасли» : аналит. отчет. – М., 2017. – Вып. 4.
2. Захаров, А.В. Герметичность – основной параметр при оценке технического состояния трубопроводной арматуры / А.В. Захаров, А.А. Сухолитко // Территория Нефтегаз. – 2013. – № 12.
3. ГОСТ Р 27.202-2012 Надежность в технике (ССНТ). Управление надежностью. Стоимость жизненного цикла [Электронный ресурс] // Техэксперт. URL: http://docs.cntd.ru/ document/1200102419 (дата обращения 15.10.2019).
4. ГОСТ 9544-75 Арматура трубопроводная запорная. Нормы герметичности затворов (с Изменениями N 1, 2) [Электронный ресурс] // Техэксперт. URL: http://docs.cntd.ru/document/1200128014 (дата обращения 15.10.2019).
5. ГОСТ Р 56001-2014 Арматура трубопроводная для объектов газовой промышленности. Общие технические условия [Электронный ресурс] // Техэксперт. URL: http://docs.cntd.ru/ document/1200111797 (дата обращения 15.10.2019).
6. Трофимов, Е.В. Инновационный способ поддержания герметичности шаровой запорной арматуры на весь период ее функционирования на магистральных газопроводах / Е.В. Трофимов, Т.А. Фоменко, В.К. Суринович [и др.] // Вестник арматуростроителя. – 2019. – № 2 (51).
7. Трофимов, Е.В. Об эксплуатационных возможностях инновационного способа обеспечения герметичности шаровых кранов на магистральных газопроводах системы ЕСГ / Е.В. Трофимов, Т.А. Фоменко, В.К. Суринович [и др.] // Вестник арматуростроителя. – 2019. – № 3 (52).
8. Трофимов, Е.В. Сравнительная оценка надежности отечественной и зарубежной трубопроводной арматуры, эксплуатируемой на КС и ЛЧ МГ: инженерный подход / Е.В. Трофимов, Т.А. Фоменко, В.К. Суринович [и др.] // Вестник арматуростроителя. – 2019. – № 4 (53).
Размещено в номере: «Вестник арматуростроителя», № 7 (56) 2019