В. А. Расулов. К вопросу о надежности и долговечности трубопроводных клиновых задвижек
В. А. Расулов. К вопросу о надежности и долговечности трубопроводных клиновых задвижек...
Журнал Вестник Арматуростроителя
История применения конструкции клиновых задвижек берет свое начало с ХХ века, а бурное развитие научно-исследовательских работ началось с 1950-х годов. Учеными и конструкторами отраслевых институтов сделана большая работа по выбору и исследованию различных материалов для корпусных деталей задвижек, крышек, клиновых затворов, уплотнений и других деталей. Практически все отрасли народного хозяйства применяли и до настоящего времени применяют конструкции клиновых задвижек.
Даже для обустройства нефтяных и газовых фонтанных скважин до 1965 г. устьевая фонтанная арматура комплектовались клиновыми задвижками. Но учитывая, что требования к фонтанным скважинам по долговечности, герметичности и надежности должны быть не менее 9 лет для нефтяных и не менее 15 лет для газовых скважин, клиновые задвижки не обеспечивали эти условия. Основная причина заключалась в том, что из-за высоких давлений в фонтанирующих скважинах от 14,0 МПа до 105,0 МПа операторы на месторождениях управляли клиновыми задвижками только с помощью так называемой вилки, 60-80-сантиметрового патрубка с двумя штырями для надевания на маховик задвижки. Клиновой затвор задвижки быстро выходил из строя из-за задиров на уплотнительных поверхностях затвора. Частые нарушения герметичности затвора приводили к необходимости демонтажа задвижки, а порой даже к глушению скважины. Причина заключалась в том, что в открытом положении задвижки поток среды напрямую контактирует с поверхностью седла корпуса.
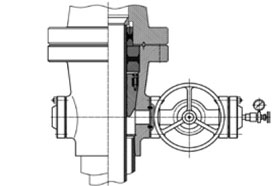
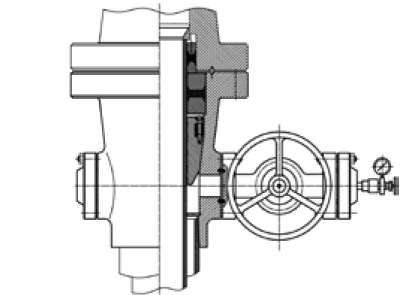
Однокорпусная колоннная головка ОКК1-168x245...
Под действием имеющихся механических примесей и корродирующих элементов в среде уплотнительные поверхности затвора задвижки подвергаются сильному эрозионному износу. Поэтому научно-исследовательский и проектно-конструкторский институт АзИНМАШ в 1965 г. создал новую конструкцию запорного устройства – прямоточную задвижку, которая значительно долговечнее, безопаснее и легче в управлении, чем клиновая. Необходимо отметить еще один момент, который влияет на качество и надежность задвижки – когда потребитель при заказе трубопроводной арматуры заявляет весь перечень материального исполнения деталей задвижки, конструкцию затвора, двух- или однопластинчатый клин и др.
Наука не стоит на месте, она все время в поиске новых технических решений. Создаются новые уникальные станки, инструменты, вспомогательные приспособления, позволяющие в корне усовершенствовать технологию изготовления создаваемого оборудования. Внедряются новые марки сталей и сплавов, создаются оригинальные поверхностно-упрочняющие покрытия, технологии режима термообработки сталей и сплавов, которые могут значительно превосходить рекомендации 40-50-летней давности. Поэтому я считаю, что заказчики должны изменить свои ИТТ при заказе, сославшись на основные показатели. В качестве примера можно посмотреть, как оформляют заявки иностранные фирмы. В приложении А к стандарту API 6A есть рекомендации при закупке спецификации. Эти рекомендации состоят из таблиц данных, заполняющихся покупателем, в которые включены номера серий типичных конфигураций оборудования и арматуры, а также решения и таблицы по определению уровней спецификаций. Таблицы данных предназначены для выполнения двух функций:
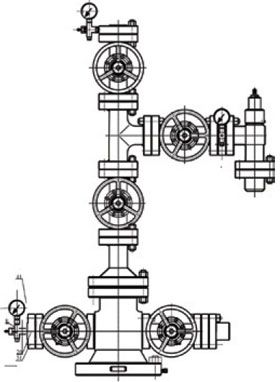
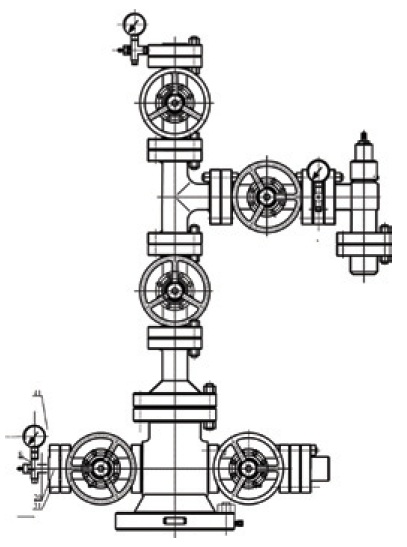
Арматура фонтанная АФК1-65/50x21...
б) помочь покупателю довести его пожелания и требования до изготовителя, чтобы тот мог использовать эту информацию при проектировании и изготовлении оборудования.
В настоящее время на Георгиевском Арматурном Заводе идет полная реконструкция, строятся новые цеховые помещения, приобретаются новые современные станки с ЧПУ, стенд высокого давления на Рр 105,0 МПа. Ремонтируются и расширяются инженерные корпуса, принимаются на работу высококвалифицированные специалисты.
Сейчас на заводе трудится около 700 человек. Это единственный завод арматуростроения в Ставропольском регионе. Поэтому перед заводом стоит большая задача – удовлетворить потребность региона в различных видах арматуры. Это возможно за счет уменьшения трудоемкости производства и усовершенствования конструкции серийно выпускаемого оборудования.
В настоящее время завод приступил к созданию востребованного в нефтегазодобывающей промышленности оборудования устья герметизации скважин для добычи и бурения.
Опытные образцы фонтанной арматуры АФК1-65/50х21УХЛ и задвижек типа ЗМ, регулируемый дроссель, а также однокорпусная колонная головка ОКК1-21-168х245 были представлены на двух международных нефтегазовых выставках 2016 года в Москве и Уфе.
Заводом взят курс на тесное сотрудничество непосредственно с нефтегазовыми районами.
Для примера отмечу, что прошедшие в 2016 году презентации в ОАО «Славнефть-Мегионнефтегаз» и ООО РН «Ставропольнефтегаз» показали, как ценны для конструкторов завода и нефтяников такие встречи. Обмен мнениями непосредственно с эксплуатационниками приносит ценную информацию, позволяет заводу оперативно корректировать конструкцию создаваемых изделий, а эксплуатационникам – быть готовыми к появлению на их объектах нового усовершенствованного оборудования.
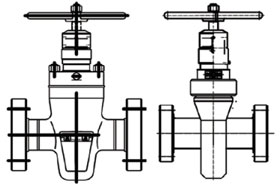
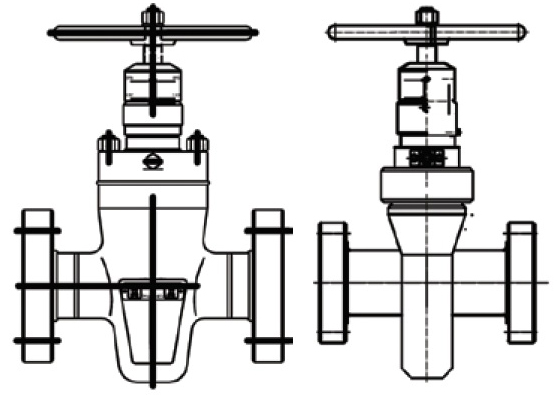
Задвижки прямоточные 3М...
Опубликовано в «Вестнике арматуростроителя» №5 (33) 2016
Размещено в номере: «Вестник арматуростроителя» № 5 (33) 2016