В 2014 году России был брошен судьбоносный вызов, потребовавший мобилизации потенциальных возможностей ее экономики. Европейский союз и США ввели в отношении России санкции, ограничивающие экспорт в Российскую Федерацию оборудования для нефтедобывающей и перерабатывающей отраслей. Российскому нефтегазовому и химическому машиностроению нужно было быстро приспособиться к нынешним условиям, сделать все возможное для производства оборудования, которое не будет уступать по качеству европейскому. Необходимо было развивать промышленность, внедрять и осваивать новые перспективные технологии, позволяющие производить высококачественное оборудование, развивать внутренний рынок аналогов поставляемой из-за рубежа продукции, создавать новые рабочие места.
Эта статья посвящена вопросу изготовления присоединительных фланцев трубопроводной арматуры, соединительных частей и трубопроводов на номинальное давление до PN 250 по нормам ГОСТ 33259-2015. Стандарт исключил применение литых заготовок для выпуска плоских фланцев (тип 01) и фланцев приварных встык (тип 11).
Наряду с традиционными технологиями по получению полуфабриката (заготовки фланцев), такими как ковка, штамповка и сортовой прокат, на протяжении 20 лет успешно зарекомендовал себя как надежный, качественный и экономически выгодный метод центробежного электрошлакового литья (ЦЭШЛ). Получаемые в результате него заготовки отличаются от полученных традиционным литьем в песчано-глинистые формы и обладают высоким уровнем качества, подвергаются всестороннему разрушающему и неразрушающему контролю, который применяется для поковок, штамповок и сортового проката.
На данный момент существует много технической литературы, описывающей достоинства технологии ЦЭШЛ. Однако отдельные специалисты по-прежнему считают, что данный метод изготовления не соответствует требованиям ГОСТ 33259-2015. Высказываются негативные мнения ряда проектных и научно-исследовательских институтов о применении литых фланцев, о категорическом запрете введения литых заготовок в стандарт. При этом ни одного экспертного заключения о проведении научно-исследовательских работ по установлению соответствия требованиям по качеству и контролю фланцев, изготовленных методом ЦЭШЛ, с полученными негативными результатами представителями институтов предоставлено не было. Приводятся только неподкрепленные доводы и мнения. При этом существует целый ряд заключений
о положительных результатах исследований от АО «НПФ «ЦКБА», ОАО «НИИхиммаш», а также ведущих отраслевых институтов крупнейших корпораций России.
Как был открыт метод электрошлакового переплава
Открытие новой технологии произошло благодаря событию, случившемуся 65 лет назад при монтаже домны завода «Запорожсталь», разрушенной во время войны. В монтаже принимали участие инженеры и ученые института электросварки им. Патона (ИЭС). При сварке вертикальных швов использовалась автоматическая дуговая сварка под флюсом. Однажды во время сварки горение дуги неожиданно прекратилось, но процесс сварки не остановился, приборы продолжали показывать, что в сварочной цепи идет ток: к всеобщему удивлению процесс расплава продолжился. Электрический ток, проходя через жидкий флюс-шлак, нагревал его до температуры, достаточной для плавления металла. Это наблюдение дало возможность ученым открыть бездуговой сварочный процесс электрошлаковой сварки (ЭШС).
Исследование металла, полученного в результате такой сварки, показало его великолепные свойства по прочности, пластичности, чистоте и плотности микро- и макроструктуры, химической и физической однородности. Это обстоятельство натолкнуло ученых на мысль о том, чтобы отделить металл от сварного шва и осуществить уже не сварку, а электрошлаковый переплав (ЭШП). Первые опыты, проведенные в 1952 году, доказали состоятельность этого предположения. Была изготовлена экспериментальная установка. Она состояла из емкости-кристаллизатора, имеющей форму нужной заготовки. Металл в форме электрода погружался в жидкий электропроводный шлак, подавалось напряжение. По мере прохождения тока через шлак выделялось тепло, которое плавило электрод, металл по каплям проходил через шлак, очищался от примесей и заполнял кристаллизатор. В результате эксперимента был получен образец металла высокого качества.
Уже в 1958 году на электрометаллургическом заводе «Днепроспецсталь» в Запорожье была введена в эксплуатацию первая в мире установка ЭШП. Ее преимущества были настолько убедительны, что уже через 4–5 лет почти все отечественные металлургические заводы имели в своем арсенале электрошлаковые печи. Изобретение было запатентовано во многих странах мира, в том числе во Франции, США, Японии, Швеции. Всего институтом было получено более 600 патентов в этой области, и СССР
по праву считается родоначальником этой технологии.
ОПИСАНИЕ ТЕХНОЛОГИИ ЦЭШЛ
Способ производства отливок, имеющих центральную внутреннюю полость, методом ЦЭШЛ, предложен институтом электросварки им. Е. О. Патона (авторское свидетельство 599426 от 30.12.82 г. Б. Е. Патона, Б. И. Медовара, В. Л. Шевцова и др.) При ЦЭШЛ металл, расплавленный электрошлаковым способом в отдельной плавильной емкости, сливается вместе со шлаком во вращающуюся литейную форму. При этом, попадая первым во вращающуюся форму, жидкий шлак, использованный ранее для переплава, распределяется по периферии литейной формы и образует на ее стенках тонкий шлаковый гарнисаж, исключающий приварку отливки к форме. Остальной шлак образует жидкий слой, вращающийся со скоростью формы.
Получение тонкого и равномерного слоя шлакового гарнисажа обеспечивается за счет высокой степени перегрева шлака на 200–400°С выше температуры расплава металла, характерной для электрошлакового процесса плавки и недостижимого и недопустимого в обычном литейном производстве. Жидкий металл, поступая вслед за шлаком (а частично и вместе с ним) во вращающуюся форму под действием центробежных сил, проходит сквозь слой жидкого шлака, вытесняет его к оси вращения и заполняет пространство у стенок формы.
Характерной особенностью данного способа литья, невозможной в условиях обычного ЭШЛ, является дополнительное интенсивное рафинирование металла при прохождении его через шлак под действием центробежных сил во вращающейся форме.
Благодаря большой разнице удельных весов жидкого металла и шлака во время вращения происходит полная сепарация, исключающая запутывание шлака в металле.
Этому также способствует направленный рост кристаллов металла от стенок формы к центру.
Способ получения отливок методом ЦЭШЛ удачно объединил в себе достоинства нескольких видов литейной технологии, что позволяет получать отливки, не только не уступающие кованым заготовкам, но и превосходящие их по отдельным показателям.
ХАРАКТЕРНЫЕ СВОЙСТВА ОТЛИВОК, ПОЛУЧЕННЫХ МЕТОДОМ ЦЭШЛ
1. Изотропность механических свойств во всех направлениях по сечению отливки, в отличие от кованых заготовок с анизотропными механическими свойствами в различных
направлениях по сечению кованой заготовки. Изотропность механических свойств является характерной особенностью для всех видов литья.
2. Пониженный уровень загрязненности металла неметаллическими включениями вследствие:
- проведения плавки металла под слоем шлака, исключающего контакт расплава с элементами атмосферы;
- рафинирования капель расплава при прохождении их через слой шлака;
- защищенности металла от окисления жидким шлаком в момент слива в форму.
3. Пониженное содержание серы в расплаве металла благодаря интенсивной десульфарации при электрошлаковой плавке. Содержание серы в металле не превышает 0,01%, а среднее содержание серы ≈ 0,006 %.
4. От незначительного наличия до полного отсутствия внутренних дефектов усадочного характера (усадочные раковины, рыхлоты) вследствие следующих факторов:
- строго направленной кристаллизации отливки от стенок литейной формы к свободной (внутренней) поверхности, покрытой слоем жидкого шлака, имеющего температуру выше расплава, и кристаллизирующейся в последнюю очередь;
- кристаллизации отливки под постоянным действием центробежных сил, обеспечивающих устранение усадки за счет подачи жидкого расплава в зону кристаллизации.
5. Практически полное отсутствие внутренних шлаковых включений за счет интенсивной сепарации шлака и строго направленной кристаллизации отливки.
6. Механические свойства металла отливок соответствуют уровню механических свойств кованых заготовок вследствие совместного действия вышеуказанных факторов.
Современное производство фланцев насчитывает несколько способов изготовления данных деталей. Выбор зависит от достоинств и недостатков того или иного метода, от его уместности при изготовлении конкретной детали. При этом учитываются показатели эффективности способа производства, его экономичности. Выгода ЦЭШЛ за счет использования в производстве сырья в виде б/у трубы, неликвидов, трубных заготовок, обрези листа и т. д.
Из получаемой заготовки целесообразно изготавливать фланцы приварные встык (тип 11) по ГОСТ 33259-2015, аппаратные фланцы по ГОСТ 28759-90, бандажные кольца, штуцеры, катушки, обечайки, корпусные детали, соединительные детали (переходы, тройники) из различных марок сталей с контролем качества по группе IV ГОСТ 8479-70, ГОСТ 25054-81. Литейная заготовка по своему качеству не уступает кованой или штампованной, а по характеристикам пластичности и ударной вязкости превосходит их за счет мелкозернистой структуры.
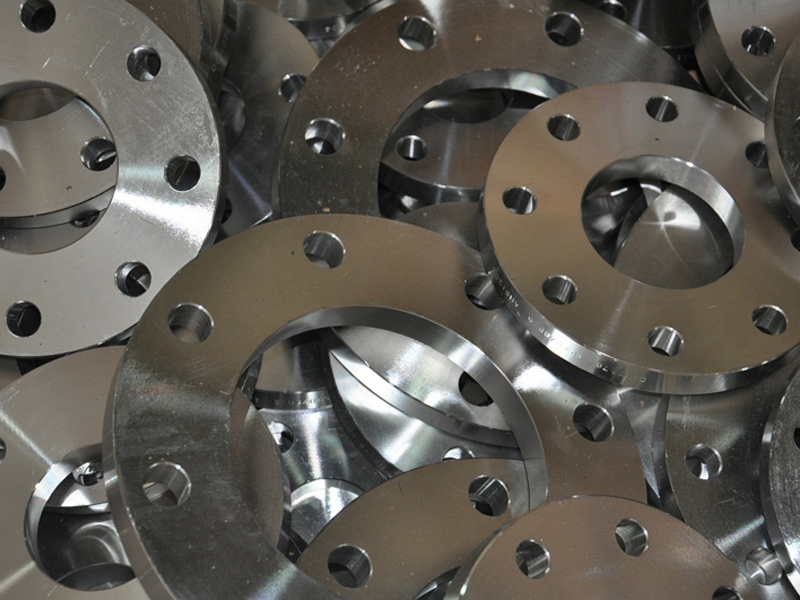
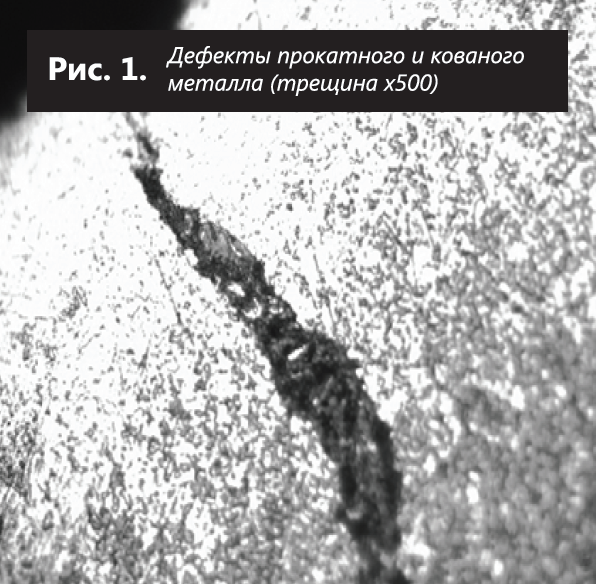
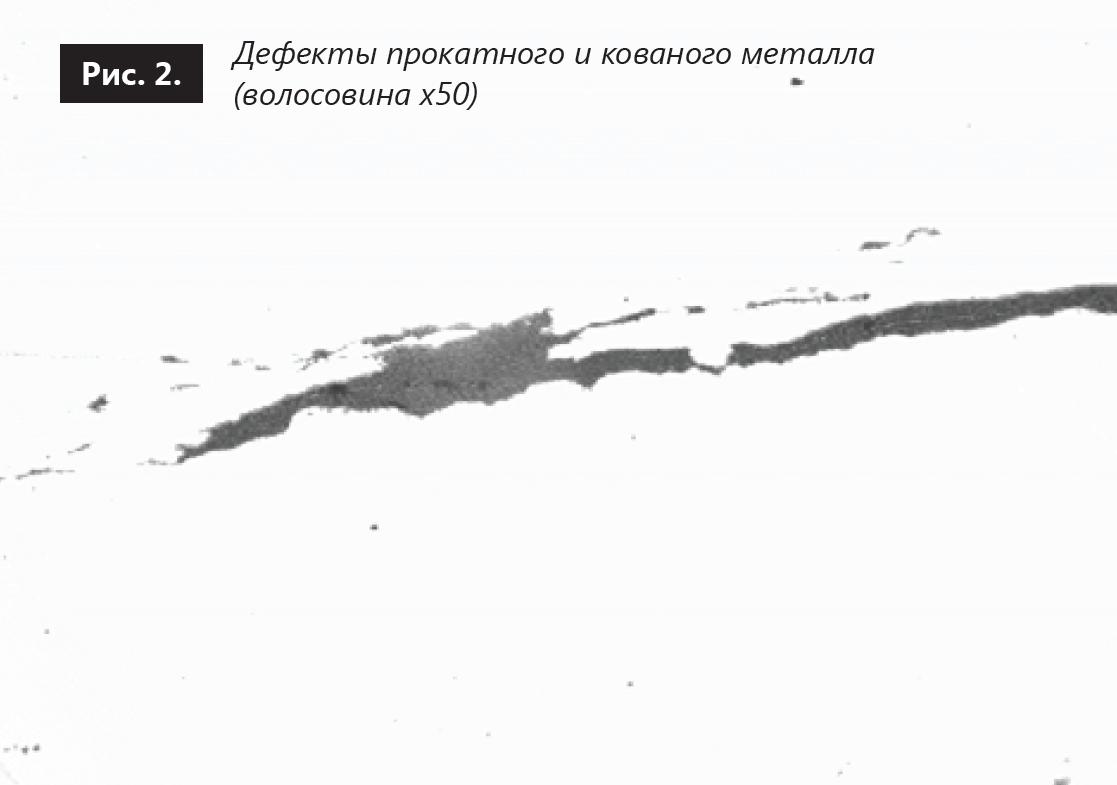
К слову, при изготовлении фланцев из поковок или штамповок полностью не гарантируется исключение наличия внутренних дефектов, т. е. при нагреве исходного материала и последующей ковке не происходит полное залечивание внутренних дефектов, наследуемых от исходной заготовки для ковки. В сортовом прокате (пруток, круг) могут быть внутренние дефекты (волосовины, трещины напряжения, закат). Наличие таких дефектов при производстве фланцев может нанести экономический ущерб компании и при дальнейшей эксплуатации причинить большой вред потребителям и окружающей среде.
В отличие от вышеуказанных производств, использующих полуфабрикат, метод ЦЭШЛ позволяет гарантировать качество заготовок за счет изготовления непосредственной заготовки на каждый фланец. Благодаря этому будут исключены дефекты литейного происхождения, загрязненность неметаллическими включениями. Однородность структуры каждой заготовки для изготовления ответственных деталей проверяется ультразвуковым контролем. Размеры
и количество допускаемых дефектов устанавливается ГОСТ 24507-80 в зависимости от группы качества, указанной в КД на деталь. Для контроля УЗК изготовитель заготовок с целью гарантированного выявления дефектов проводит предварительную механическую обработку с шероховатостью Ra не
хуже 12,5.
Коэффициент использования материала (КИМ) для отливок ЦЭШЛ значительно выше показателей характерных для кованых заготовок и находится в пределах 0,7–0,9, тогда как для поковки он соответствует диапазону 0,5–0,6. Причем КИМ остается неизменным и для штучных заказов.
Наряду с изготовлением стандартных фланцев производитель заготовок ЦЭШЛ имеет возможность изготавливать заготовки для фланцев по требованиям иностранных стандартов как по геометрии, так и по маркам сталей, без технического перевооружения производства и без дорогостоящего иностранного сырья. Полностью используется российский металл, ферросплавы, а также все вспомогательные материалы.
Непосредственно для фланцев приварных встык по ГОСТ 33259-2015 производитель ЦЭШЛ изготавливает заготовки с припуском на механическую обработку по 5 мм на сторону под любой размерный ряд, под любой вид исполнения из различных марок сталей, серией от 1 штуки в срок до 1 дня.
Очень часто встречается проблема по сервисному обслуживанию иностранного оборудования в части комплектации иностранной арматуры фланцами, интегрированными к российским размерам привариваемых труб. Технологией ЦЭШЛ обеспечиваются необходимые размеры заготовки в «воротниковой» части, строительной высоты и внутреннего диаметра фланца.
Например, перед отечественным производителем стоит задача изготовить ответные фланцы ASME B16.5 WN Class 150 NPS 14” RF сталь 09Г2С (для российской трубы 377х10 мм). Согласно ASME B16.5 у данного фланца размер диаметра приварной кромки А=355,6 мм, а внутренний диаметр В = 317,5 мм. Однако, чтоб приварить фланцы к вышеуказанной трубе, необходимо обеспечить размеры А=377 мм, В=357 мм. Производитель ЦЭШЛ без особых затрат самостоятельно подготовит формообразующую оснастку с обеспечением минимальных припусков и изготовит требуемые заготовки в короткие сроки.
Нестандартные переходные фланцы в мелких сериях целесообразно изготавливать из заготовки ЦЭШЛ, так как при изготовлении используется формообразующая оснастка из существующих элементов с целью повторения наружного контура фланца и обеспечения минимальных припусков на механическую обработку.
Электрошлаковый переплав дает возможность получать марки сталей с индивидуальным химическим составом по требованию заказчика. Путем добавления легирующих элементов (ферросплавов) к простой углеродистой стали можно получить материал с заданными химико-физическими
параметрами. Способ применим и к мелкосерийному выпуску.
Во всех этих примерах использовать штампованные заготовки сложно, так как размеры потенциальных заготовок заданы штампом, а применять кованые заготовки экономически не выгодно — лишний припуск, низкий КИМ, высокие расходы на логистику и механическую обработку, долгие сроки изготовления.
Технология ЦЭШЛ призвана удовлетворять потребности потребителя в штучных, мелкосерийных заказах и заказах на нестандартные изделия по ценам
в несколько раз ниже цен на аналогичные поковки, в некоторых случаях она является единственным методом, так как изготовление методом поковки
может быть экономически нецелесообразным.
Нормативно-техническая документация
Заводом кольцевых заготовок разрабатывались собственные технические условия ТУ1025501380266-002-27.52-2013 для установления общих технических требований к кольцевым заготовкам центробежного электрошлакового литья, применяемых взамен поковок с требованиями аналогичными требованиям, предъявляемым к поковкам.
Разработка производилась по проекту технических условий с участием АО «НПФ» ЦКБА (г. Санкт-Петербург) с учетом их предложений и замечаний по содержанию ТУ. Требования к установлению групп контроля кольцевых заготовок, обязательные требования к видам и объемам контроля, сдаточным характеристикам устанавливались согласно ГОСТ 8479-70, ГОСТ 25054-81 на поковки.
Дополнительные технические требования в части допускаемых дефектов заготовок, способам их устранения, термической обработки, к комплектованию плавок установлены с учетом СТ ЦКБА 010-2004, СТ ЦКБА 014-2004 и предложений АО «НПФ» ЦКБА.
Техническими условиями предусмотрено выполнение требований:
- к химическому составу сталей;
- к видам и объемам контроля механических свойств заготовок;
- к методам контроля за неразрушающими способами наружных и внутренних дефектов и допускаемым дефектам.
Проведение научно-исследовательских работ по установлению соответствия характеристик отливок ЦЭШЛ требованиям ГОСТ 33259-2015
ЗКЗ активно проводит исследования в области электрошлакового переплава с целью улучшения качества выпускаемой продукции, а также для подтверждения соответствия требованиям ГОСТ 33259-2015, ГОСТ 8479-70, ГОСТ 25054-81 как в собственной заводской лаборатории, так и в сторонних аккредитованных лабораториях на типовых образцах заготовок из различных марок сталей. На сегодняшний день уже проведены следующие совместные научно-исследовательские работы:
- «Исследование возможности использования заготовок, полученных методом центробежного литья в арматуростроении», АО «НПФ «ЦКБА» (заключение №112.011-50 от 17.09.2007);
- «О возможности применения кольцевых заготовок из углеродистых и легированных сталей, изготовляемых методом центробежного электрошлакового литья (ЦЭШЛ) для штуцерных и аппаратных фланцев взамен поковок и сортового проката», ОАО «НИИхиммаш» (заключение №9211016 от 03.04.2015).
Также получены разъяснения от органов Ростехнадзора (№08-00-11/265 от 27.04.2015) и ООО «НИИ «Транснефть» (№НИИ-20-722-14/27331 от 25.12.2015).
Одни из таких исследований в январе 2015 года проводились в аккредитованной лаборатории на заготовках фланцев DN 200 PN 40 ГОСТ 12821-80 из сталей марок 20, 09Г2С и 12Х18Н10Т.
ОБЪЕМ КОНТРОЛЯ ЗАГОТОВОК:
• химический состав;
• механические свойства;
• неразрушающий контроль УЗК;
• макро- и микроструктура;
• стойкость к межкристаллитной коррозии.
Все результаты исследований показали соответствие требованиям ГОСТ 12821, ГОСТ 8479-70, ГОСТ 25054-81.
Совсем недавно в апреле 2017 года проводилась отработка технологического процесса по изготовлению кольцевых заготовок фланцев ASME B16.5 10” Class 2500 WN RTJ сталь 09Г2С с проведением проверки качества заготовок в другой лаборатории. Объем контроля тот же. Все результаты исследований показали полное соответствие требованиям ASME B16.5.
ВЫВОДЫ
Качество отливок гарантируется:
1) отработкой технологического процесса при запуске в производство на опытных отливках;
2) объемом контроля, аналогичным для кованых заготовок и в соответствии с требованиями КД на деталь;
3) периодическим контролем качества отливок на подтверждение стабильности технологического процесса в объеме типовых испытаний.
Предлагаемый метод изготовления заготовок деталей ЦЭШЛ позволяет без ущерба качеству использовать их взамен кованых заготовок деталей.
На основании изложенного выше можно сделать следующие выводы:
1. Литейные заготовки по качеству не уступают кованым и штампованным аналогам.
2. Возможность изготовления заготовок переходных и нестандартных фланцев без перевооружения производства.
3. Мелкосерийное и единичное производство заготовок.
4. Короткие сроки освоения производства новой продукции как из материала заказчика, так и из собственных материалов.
5. Низкая стоимость получаемых изделий.
Выражаю глубокую заинтересованность:
• в совместной разработке (доработке имеющихся) ТУ на кольцевые заготовки центробежного электрошлакового переплава на конкретный вид продукции, отвечающих требованиям стандартов, контроля и безопасности;
• в техническом аудите производства по методу ЦЭШЛ;
• в проведении всесторонней научно-исследовательской работы для определения возможности включения в ГОСТ 33259-2015 согласно письму АО «НПФ «ЦКБА» № 0731/01/121 от 27.02.2017 г.
ЛИТЕРАТУРА
1. Электрошлаковая тигельная плавка и разливка металла / Под общей редакцией Б. Е. Патона, Б. И. Медовара. — Киев: Наукова думка, 1988.
2. Медовар Б. И., Маринский Г. С., Шевцов В. Л. Центробежное электрошлаковое литье. — Киев: Общество «Знание УССР», 1983.
3. Еремин Е. Н., Жеребцов С. Н. Центробежное электрошлаковое литье фланцевых заготовок с применением инокулирующего модифицирования // Современная электрометаллургия. — 2004. — № 3 (76).
4. Жеребцов С. Н., Фатьянов С. В. Центробежное электрошлаковое литье фланцев из стали 08Х18Н10Т // Химическое и нефтегазовое машиностроение. — 2006. — № 2.
5. Фатьянов С. В., Жеребцов С. Н. Получение высококачественных отливок из стали 12Х18Н10Т с заданными физико-механическими свойствами методом электрошлакового литья // Технология машиностроения. — 2006. — № 7 (49).
Размещено в номере: «Вестник арматуростроителя», № 7 (42) 2017































